技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.miniktohumanaokulu.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号
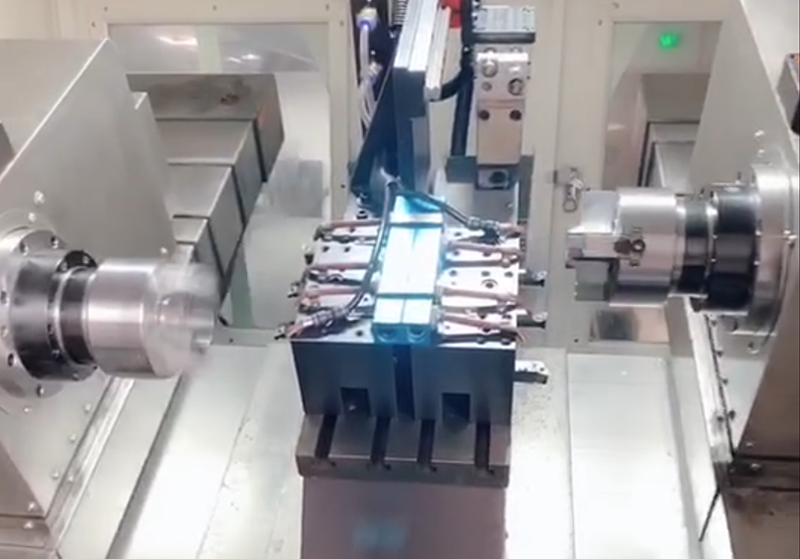
主轴准停的作用是动力转换和运转系统的方式改变,通常使用离合器、摩擦卡盘、气压或油泵的实施、传动链条的换位等机械方式实现,如果你认为满意与否,请务必回复一个字,我好知道。
1.主轴不能准停
故障现象:某采用SIEMENS810M的数控车床,配套6SC6502主轴驱动器,在调试时,出现当主轴转速>200r/min时,主轴不能定位的故障。
分析与处理:为了分析确认故障原因,维修时进行了如下试验:①输入并依次执行“S100M03;M19”指令,机床定位正常。②输入并依次执行“S100M04;M19”指令,机床定位正常。③输入并依次执行“S200M03;M05;M19”指令,机床定位正常。④直接输入并依次执行“S200M03;M19”指令,机床不能定位。
根据以上试验,确认系统、驱动器工作正常,考虑引起故障的可能原因是编码器高速特性不良或主轴实际定位速度过高引起的。因此,检查主轴电动机实际转速,发现与指令值相差很大,当执行指令S200时,实际机床主轴转速为300r/min,调整主轴驱动器参数,使主轴实际转速与指令值相符后,故障排除。
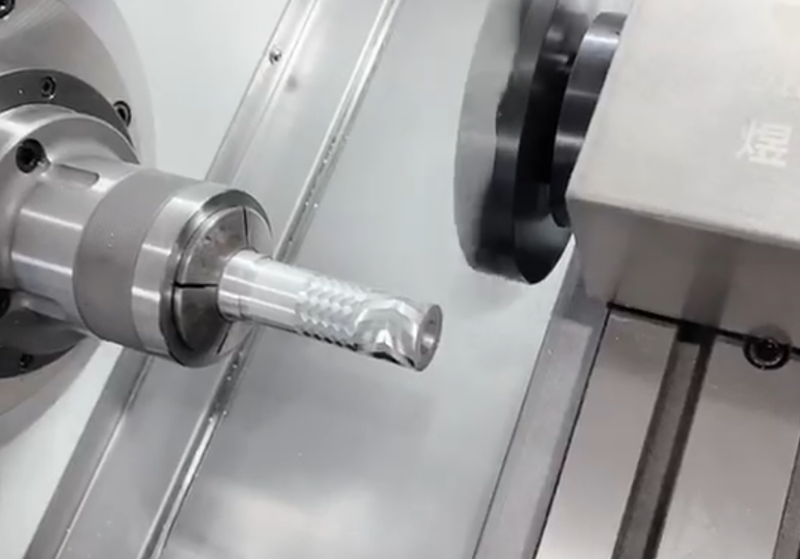
2.主轴准停位置不稳定

故障现象:某采用SIEMENS810M的数控车床,配套6SC6502主轴驱动器,在调试时,出现主轴定位点不稳定的故障。
分析与处理:通过反复试验多次定位,确认故障的实际现象为:①该机床可以在任意时刻进行主轴定位,定位动作正确。②只要机床不关机,不论进行多少次定位,其定位点总是保持不变。③机床关机后,再次开机执行主轴定位,定位位置与关机前不同,在完成定位后,只要不关机,以后每次定位总是保持在该位置不变。④每次关机后,重新定位,其定位点都不同,主轴可以在任意位置定位。
主轴定位的过程,是将主轴停止在编码器“零位脉冲”位置的定位过程,并在该点进行位置闭环调节。根据以上试验,可以确认故障是由于编码器的“零位脉冲”不固定引起的。分析可能引起以上故障的原因有:①编码器固定不良,在旋转过程中编码器与主轴的相对位置在不断变化。②编码器不良,无“零位脉冲”输出或“零位脉冲”受到干扰。③编码器连接错误。
逐一检查上述原因,排除了编码器固定不良、编码器不良的原因。进一步检查编码器的连接,发现该编码器内部的“零位脉冲”Ua0与*Ua0引出线接反,重新连接后,故障排除。
3.主轴准停时出现振荡
故障现象:某采用SIEMENS810M的数控车床,在更换了主轴器后,出现主轴定位时不断振荡,无法完成定位的。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

有限公司官网-双主轴双刀塔数控车床")