
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.miniktohumanaokulu.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

双主轴双刀塔数控车床的工作原理:利用压缩空气在管道内的流动,带动润滑油沿管道内壁连续不断的流动,将油气混合并输送至加工中心主轴部分及丝杠等其他需要润滑部位。干燥的压缩空气以恒定的压力(5—8BAR)连续供给,而出售双主轴双刀塔数控车床的润滑油是根据主轴润滑、丝杠润滑或其他部位耗油量的不同定量供给。因此每个润滑回路都必须使用单独微型油泵作为输油的动力源,油从泵出来后必须先进入油气混合阀,在油气混合阀里,流动的压缩空气把油吹成细小的油滴,附着在管壁上形成油膜,油膜随着气流的方向沿管壁流动,在流动过程中油膜的厚度逐渐减薄,但并不凝聚。

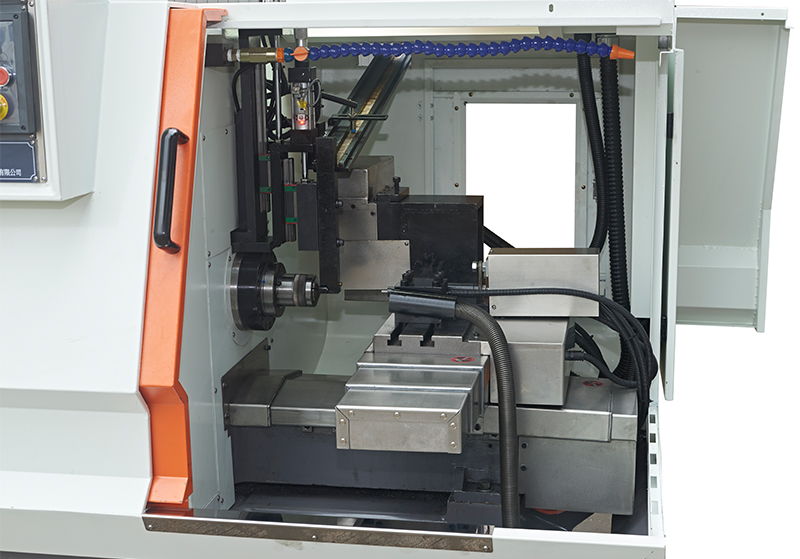
双主轴双刀塔数控车床的特点:加工中心是高效、高精度数控机床,工件在一次装夹中便可完成多道工序的加工,同时还备有刀具库,并且有自动换刀功能。加工中心所具有的这些丰富的功能,决定了加工中心程序编制的复杂性。出售双主轴双刀塔数控车床能实现三轴或三轴以上的联动控制,以保证刀具进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种加工固定循环、刀具半径自动补偿、刀具长度自动补偿、加工过程图形显示、人机对话、故障自动诊断、离线编程等功能。
双主轴双刀塔数控车床的操作是通过人机操作面板实现的,人机操作面板由数控面板和机床面板组成。出售双主轴双刀塔数控车床的数控面板是数控系统的操作面板,由显示器和手动数据抽入(Manual DataInput,简称MDI)键盘组成,又称为MD面板。显示器的下部常设有菜单选择健,用于选择菜单。键盘除各种符号健、数字健和功能健外,还可以设!用户定义健等。操作人员可以通过键盘和显示器.实现系统管理,对数控程序及有关数据进行输入、存储和编辑修改。在加工中,屏幕可以动态地显示系统状态和故障诊断报苦等。此外,数控程序及数据还可以通过磁盘或通讯接口箱入。

双主轴双刀塔数控车床编码器脉冲计数错误报警(LED显示6,系统的PMM画面显示303/304/305/308报警)原因分析:伺服电机的串行编码器在运行中脉冲丢失,或不计数。关机再开,如果还有相同报警,更换电机(如果是α电机更换编码器)或反馈电缆线。如果出售双主轴双刀塔数控车床重新开机后报警消失,则必须重新返回参考点后再运行其他指令。如果系统的PMM是308报警,可能是干扰引起,关机再开。

双主轴双刀塔数控车床的分类,依据导轨分类,依据出售双主轴双刀塔数控车床各轴导轨的形式可分硬轨及线轨。硬轨适合重切削,线轨运动更灵敏。依据转速分类,立式加工中心主轴转速6000-15000rpm为低速型,18000rpm以上为高速型。依据结构分类,依据立式加工中心的床身结构可分为C型及龙门型。
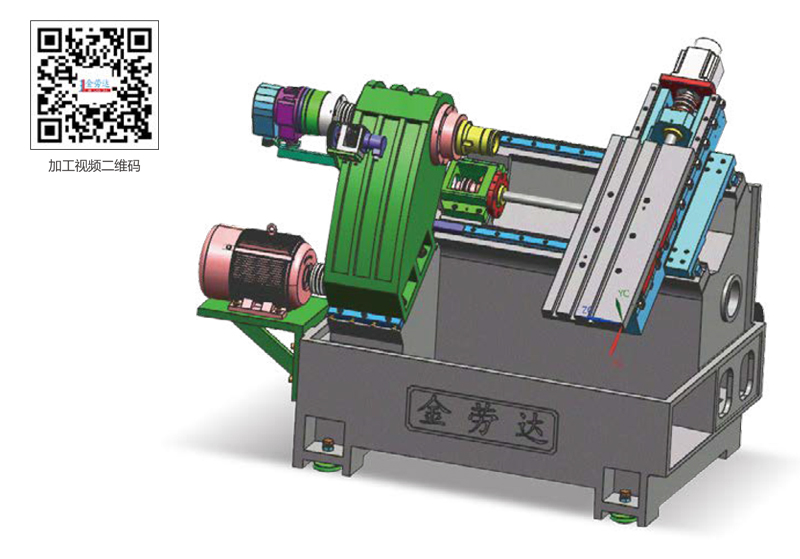
双主轴双刀塔数控车床是指主轴为垂直状态的加工中心,其结构形式多为固定立柱,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件,它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。出售双主轴双刀塔数控车床装卡方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。但受立柱高度及换刀装置的限制,不能加工太高的零件,在加工型腔或下凹的型面时,切屑不易排出,严重时会损坏刀具,破坏已加工表面,影响加工的顺利进行。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

有限公司官网-双主轴双刀塔数控车床")

