
技术企业
金属设备制造厂家 精耕行业18年
技术企业
金属设备制造厂家 精耕行业17年
139-2594-2134
0757-22905768
English
139-2594-2134
0757-22905768
联系人:罗先生 139-2594-2134
专线电话:0757-22905223 / 22905768
售后电话:0757-22905216 / 22905768
总机电话:0757-22905226
传真:0757-22905218 / 22905226
邮箱:lao740202@163.com
网址:www.miniktohumanaokulu.com
厂房地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号
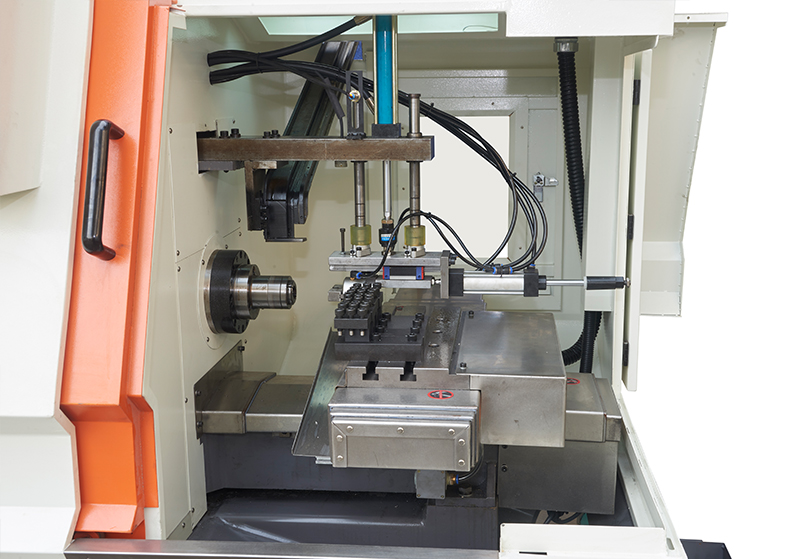
双刀塔数控车床有下列优点:大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。供应双刀塔数控车床在多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用切削量而减少了切削时间。可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。数控加工的缺点是机床设备费用昂贵,要求维修人员具有较高水平。

双刀塔数控车床的方法:在数控加工中心,当今编程方法通常有两种:简单轮廓——直线、圆弧组成的轮廓,直接用数控系统的G代码编程。复杂轮廓——三维曲面轮廓,在计算机中用自动编程软件(CAD/CAM)画出三维图形,供应双刀塔数控车床根据曲面类型设定各种相应的参数,自动生成数控加工程序。以上两种编程方法基本上能满足数控加工的要求。

双刀塔数控车床可以配备两种刀架:专用刀架:由车床生产厂商自己开发,所使用的刀柄也是专用的。这种刀架的优点是制造成本低,但缺乏通用性。供应双刀塔数控车床通用刀架:根据一定的通用标准(如VDI,德国工程师协会)而生产的刀架,数控车床生产厂商可以根据数控车床的功能要求进行选择配置。
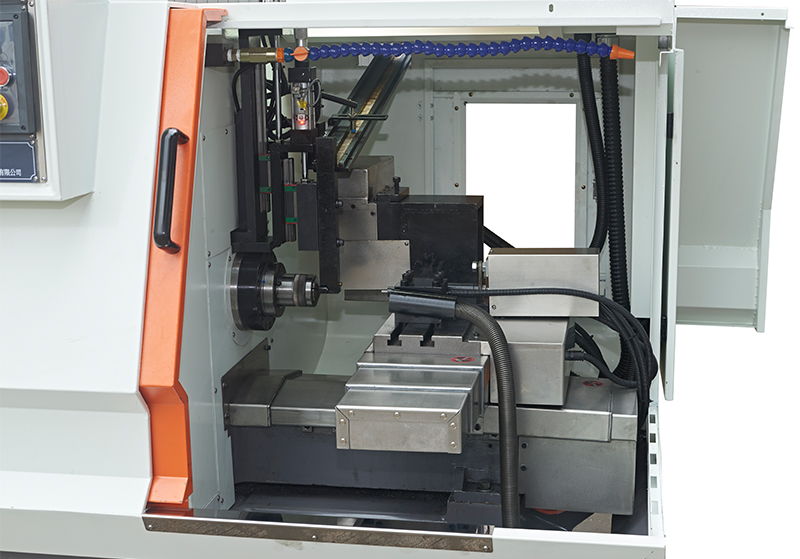
这样的双刀塔数控车床以车为主,铣、钻功能只是做一些辅助加工。动力刀架造价昂贵,造成车削中心的成本居高不下,国产的售价一般超过10万,进口的超过20万,一般用户承受不起。经济型供应双刀塔数控车床大多都是XZC轴 ,就是在卡盘上增加了一个旋转的C轴 ,实现基本的铣削功能。

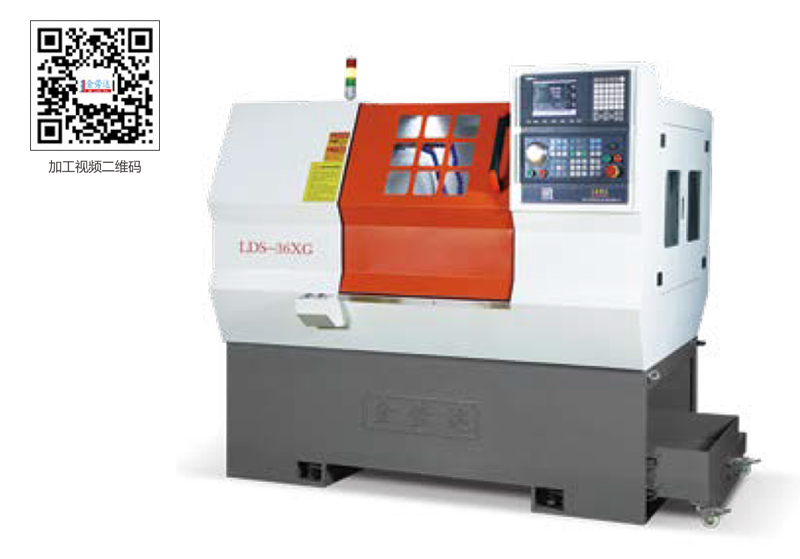
双刀塔数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。供应双刀塔数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。
中国是制造大国,国内数控车床市场很大。国内的双刀塔数控车床生产商也都各有特点,竞争市场。这就形成了两种大概类型,一种是大型生产商,特点是质量好,价格贵;一种是小型供应双刀塔数控车床生产商,特点是物美价廉。随着中国的研发制造能力的不断提高,中国渐渐地从进口数控车床到出口,表明我国的数控业发展的强劲势头。
全国咨询热线:
罗先生 139-2594-2134
专线电话 (Tel):0757-22905223/22905768
售后电话 (Tel):0757-22905216/22905768
总机电话 (Tel):0757-22905226
地址:广东省佛山市顺德区容桂街道容里社区新发路12号天富来工业楼3栋103号

有限公司官网-双主轴双刀塔数控车床")

